



DISCO₂VERY
- Home
- DISCO₂VERY
AB's CO₂ liquefaction technology
AB's CO₂ liquefaction technology allows carbon dioxide to be recovered from the biogas upgrading process and converted into liquid bioCO₂ suitable for the food industry. Another addition to our wide range of technological solutions, to optimize the emission deriving from the RNG production process, transforming it into a valuable resource.
Our DISC₂VERY CO₂ liquefaction plants comply with strict safety and environmental standards and use state-of-the-art technologies to optimize energy efficiency, reliability and purity of the liquid CO₂ produced. Designed as a containerized and plug-and-play solution, these plants ensure rapid on-site installation and commissioning.
Uses of liquefied CO₂
CO₂ produced from biogas purification can be liquefied and transported to locations for its use: CO₂ injection into agricultural greenhouses, dry ice production, food processing industries, chemical industries, production of cooling liquids.
The addition of a CO₂ liquefaction plant to the RNG biogas upgrading system leads to an improvement in sustainability, revenues and CI score.
The CI score measures the amount of carbon dioxide (CO₂) emissions produced per unit of energy or fuel consumed. It is a fundamental metric used to assess the environmental impact of various energy sources. A lower CI score indicates a lower amount of CO₂ emissions associated with the energy produced, which means a cleaner and more sustainable energy source.
The CO₂ produced by the plant complies with European legislation (Regulation (EU) No. 231/2012 – Additive E290) and the international standard ISBT (International Society of Beverage Technologists) for the use of carbon dioxide in beverages.


Discover how DISCO₂VERY works
The integrated cryogenic process
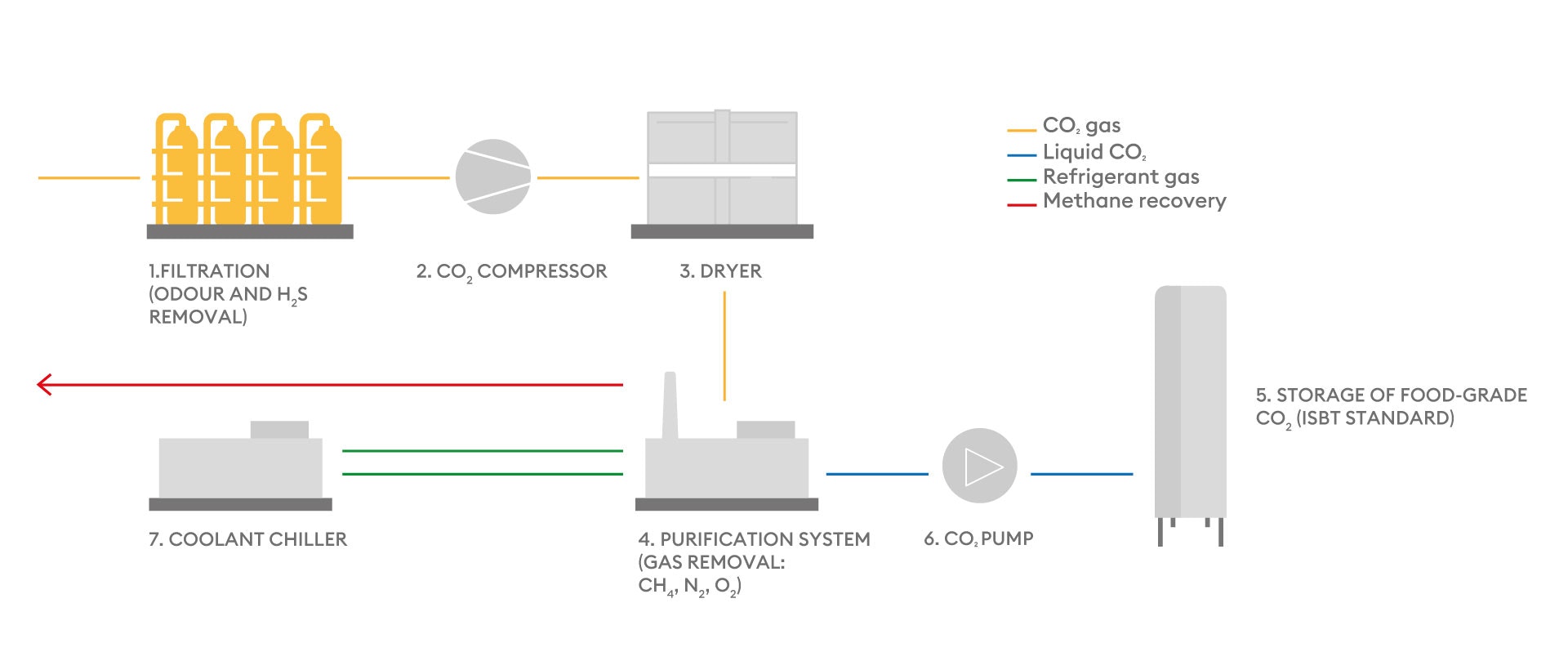
The plant is based on an integrated cryogenic process divided into 5 phases:
Treatment: In the first part of the process, the purification system eliminates contaminants and odors through a system of activated carbon filters.
Compression: the gas is compressed to a pressure between 15 and 20 bar based on the customer's needs.
Drying: the moisture is reduced by condensation and absorption on molecular sieves.
Cryogenic distillation: the foreign gases (CH₄, N₂, O₂) present in the incoming mixture are separated from the carbon dioxide by means of cryogenic distillation technology, which makes it possible to obtain CO₂ with a content greater than 99.9% coming out of the system, as required by the ISBT standard.
Storage: The bio-CO₂ is sent into a storage tank where it will be maintained at the desired pressure and temperature conditions.
DISCO₂VERY











Strengths

Compatibility
Possible integration with the biogas upgrading and RNG liquefaction technologies offered by AB.

Modularity
Capacity from 400 to 2,500 kg/h
The CO₂ liquefiers start from a production capacity of 400 kg of liquid CO₂ per hour.

Purity > 99.9%
The final liquid CO₂ product has food grade purity, and is suitable for application in the food and beverage industry.

100% methane recovery
In addition to a biogas upgrading plant, a CO₂ liquefaction system recovers 100% of the methane.

24/7 service and maintenance
Operational 24/7, AB ensures service and maintenance through local teams and remote assistance to achieve maximum performance.

Compact and modular design
The system is designed to reduce the overall dimensions and to make the field installation activities faster.
Industry
Brochure
Corporate
One Stop Shop
